 |
| Место происхождения: | Город QIngdao, Китай |
| Фирменное наименование: | Leno |
| Сертификация: | CE,ISO, SGS |
| Номер модели: | Aasvp |
| Количество мин заказа: | 1 набор |
|---|---|
| Цена: | negotiable |
| Упаковывая детали: | Курсируйте пакет деревянной коробки для корабля или авиационного груза |
| Время доставки: | 3-4 недель |
| Условия оплаты: | Западное соединение, Л/К, Т/Т |
| Поставка способности: | 50 наборов в месяц |
| ИМЯ: | Вулканизатор конвейерной ленты | Творение давления: | Тип сумки давления |
|---|---|---|---|
| Охлаждать: | Нагревая build-in platen в быстрой воде или водяном охлаждении | Метод топления: | Нагревающий элемент силикона гибкий электрическим |
| Штепсельная вилка: | Harting | Косой угол: | 22° |
| Нагревая размер Platen: | 900mm×2100mm, ангел смещения 22 градуса | Сила: | 16 КВ |
| Напряжение тока: | 380 участок вольта 3 | Максимальное давление: | 1,8 Mpa |
| Контрольный монитор: | Автоматический распределительный ящик | ||
| Высокий свет: | Portable Conveyor Belt Vulcanizer,Fast Cooling Conveyor Belt Vulcanizer,Jointing Conveyor Belt Vulcanizer |
||
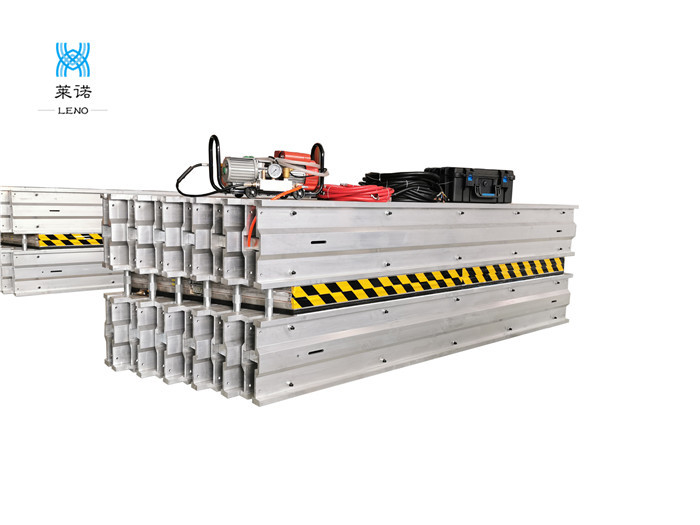
Пояс оборудования портативной конвейерной ленты соединяя быстрый охлаждая соединяя машину
Технические параметры:
1. Размер машины максимальный: от 650MM-4200MM;
2. Напряжение тока: 380V 660V 480V 440V 415V 400V или 220V;
3. Быстрое время остывания: 5 минут (от 145 градусов вниз к 70 градусам или);
4. Время для повышения температуры (от нормальной температуры к вулканизируя температуре) отсутствие больше чем 50 минут;
5. Вулканизируя давление: 1.8MPa (детали ссылаются на спецификации потребителей и маркировки фабрики);
6. Время консервации жары для вулканизировать смогло быть отрегулировано согласно толщине резиновых поясов;
7. Соединяя длина резиновой конвейерной ленты для вулканизируя соединять смогла быть соединена совместно одиночным или несколькими частей если
необходимый;
8. Сделайте ясно для модели и спецификации продукта и покажите ширину и прочность на растяжение резиновой конвейерной ленты так же, как напряжения в килограмме требуемом для вулканизируя соединять приказывая продукты.
| Проект/данные/модель |
Клейкая лента ширина |
спецификация |
Размер плиты топления Ширина × длины |
Полная сила (kw) |
Тяжеловес (kg) |
Размеры Высота × ширины × длины |
полный вес (kg) |
Устанавливая прибор | |
| Ручной насос | Электрический распределительный ящик | ||||||||
|
TXCK-650 DJSL/DGLJL-650 |
650 | 650×830 | 830×820 | 9,8 | 56 | 1320×830×585 | 398 | 1 | 1 |
| 650×1000 | 1000×820 | 11,8 | 66 | 1320×1000×585 | 460 | 1 | 1 | ||
|
TXCK-800 DJSL/DGLJL-800 |
800 | 800×830 | 830×995 | 11,89 | 70 | 1450×830×585 | 485 | 1 | 1 |
| 800×1000 | 1000×995 | 14,4 | 79 | 1450×1000×585 | 550 | 1 | 1 | ||
|
TXCK-1000 DJSL/DGLJL-1000 |
1000 | 1000×830 | 830×1228 | 14,7 | 82 | 1700×830×585 | 556 | 1 | 1 |
| 1000×1000 | 1000×1228 | 17,8 | 95 | 1700×1000×585 | 596 | 1 | 1 | ||
|
TXCK-1200 DJSL/DGLJL-1200 |
1200 | 1200×830 | 830×1431 | 17,2 | 96 | 1950×830×750 | 784 | 1 | 1 |
| 1200×1000 | 1000×1431 | 20,7 | 113 | 1950×1000×750 | 900 | 1 | 1 | ||
|
TXCK-1400 DJSL/DGLJL-1400 |
1400 | 1400×830 | 830×1653 | 19,8 | 107 | 2150×830×900 | 857 | 1 | 1 |
| 1400×1000 | 1000×1653 | 23,9 | 132 | 2150×1000×900 | 1080 | 1 | 1 | ||
|
TXCK-1600 DJSL/DGLJL-1600 |
1600 | 1600×830 | 830×1867 | 22,3 | 120 | 2380×830×900 | 1102 | 1 | 1 |
| 1600×1000 | 1000×1867 | 27 | 146 | 2380×1000×900 | 1400 | 1 | 1 | ||
|
TXCK-1800 DJSL/DGLJL-1800 |
1800 | 1800×830 | 830×2079 | 24,9 | 137 | 2620×830×900 | 1247 | 1 | 1 |
| 1800×1000 | 1000×2079 | 30. | 164 | 2620×1000×900 | 1500 | 1 | 1 | ||
|
TXCK-2000 DJSL/DGLJL-2000 |
2000 | 2000×830 | 830×2303 | 27,6 | 154 | 2830×830×900 | 1385 | 1 | 1 |
| 2000×1000 | 1000×2303 | 33,2 | 182 | 2830×1000×900 | 1750 | 1 | 1 | ||
|
TXCK-2200 DJSL/DGLJL-2200 |
2200 | 2200×830 | 830×2478 | 29,7 | 165 | 2997×830×900 | 1446 | 1 | 1 |
| 2200×1000 | 1000×2478 | 35,8 | 198 | 2997×1000×900 | 1800 | 1 | 1 | ||
1.Frame
механизм 2.clamping
3.horn
4.screw
5 .nut
6. Шайба
7. Шланг высокого давления
8. Насос теста давления
экран 9 .heat
плита топления 10.upper
кабель 11.Secondary
распределительный ящик 12.Electric
кабель 13.Primary
плита топления 14.lower
сжимающая плита 15.Water
1. Перед установкой расчесывая машины, основные части (как электрические заживление плиты, приборы давления, шкафы, etc.) равномерно отделены и отделены, и вулканизатор временно транспортированы к месту для временной установки.
2. каждое отдельное разъединение частей, также частые двигающие части. Generolly, самые тяжелые части может быть обращано 2 людьми, поэтому удобно установить и демонтировать.
3. Перед установкой, найдите более просторное место на установке транспортера ленты. В этом месте, не только неопределенные рабочая зона и космос, но также размещение ленты и проводка силы удобны.
установка 4.Before, на линию конвейерной установки, демонтирует верхние ролики и настроила рабочую платформу в форме показанной в диаграмме 2. Если она склеена в поле, то используйте холст для построения временного rainproof сарая вокруг рабочей платформы
5.Install инструменты вулканизируя машины, инструменты для обработки соединений ленты, электропитание связывает проволокой, etc., и подтверждает что склеенные материалы деревни (как резина крышки, клей ядра и клей) внутри период ценности, изготовитель и дата продукции.
6. Установка вулканизатора унесена следующим образом:
(1) место одиночная более низкая машина в форме показанной в диаграмме 3;
(2) как показано в диаграмме 4, первое место прибор давления (сжимающая плита воды) на помещенной более низкой машине рамки; после этого место более низкая электрическая плита на ей. После того как 3 выровняны, более низкая плита нагрева электрическим током покрыта с полиэтиленовой пленкой (или порошком talcum); Примечание: Когда множественные вулканизаторы работают параллельно, тонкая металлическая пластина с длиной шва 0.2x50x помещена на соединении более низкой электрической плиты.
(3) место соединения ленты которые были обработаны и были обработаны хорошо и были заполнены с резиновым материалом на более низкой нагревательной плите; после обнаружения линии оси, исправьте лента на обеих сторонах с нажимной доской и зажимая механизмом. Своя форма показана в диаграмме 5;
(4) на соединении ленты. Установите полиэтиленовую пленку (или порошок talcum) в положении соответствие к более низкой нагревательной плите, и после этого установите плиту нагрева электрическим током и доску изоляции жары на ей в заказе. Своя форма показана в диаграмме 6.
Примечание: Когда множественные вулканизаторы работают параллельно, тонкая металлическая пластина с длиной шва 0.2x50x помещена на соединении более низкой электрической плиты
(5) устанавливает верхнюю рамку на доске изоляции жары как показано в диаграмме 7, и выравнивает и выравнивает с более низкой рамкой.
(6) согласно диаграмме 8, установите пре-затягивая болты, шайбы и гайки в пазы с закругленными концами на верхних и более низких рамках, и завинтите гайки с ключем. В этот момент, установлена основная часть вулканизатора.
(7) согласно FIG. 9, быстрое соединение насосной системы давления соединено с отверстием входа воды прибора давления, и первичный провод электропитания соответственно введен в гнездо распределительного ящика нагрева электрическим током, и один конец вторичного провода введен в распределительный ящик нагрева электрическим током. На гнезде, другой конец введен на нагревательную плиту; соответствуя один из провода термального сопротивления (или термопары) введено в гнездо распределительного ящика нагрева электрическим током, и другой конец введен в отверстие температуры измеряя плиты нагрева электрическим током. В это время, установка вулканизования завершена, и подготовлена приурочивая деятельность наддува и топления.
Обслуживание и обслуживание
1. Перед использованием. проверите сопротивление изоляции нагревательной плиты. Если она слишком низка, то она должна быть подпитана и высушена до тех пор пока значение изоляции не будет достигать 50MΩ или более менее.
2. в пользе двигать в процесс быть обращано с осторожностью. цивилизованная деятельность;
3.If вы работаете в поле, вы должны иметь надежный дождь и доказательство воды значит избежать быть повлиянным на дождем и влагой.
4.When польза своей длины завершено. оно должен быть помещен в складе где циркуляция воздуха, относительная влажность нет больше чем 85%. и не повлиян на дождем. Поднимают слипер ниже, и его строго запрещают быть помещенным на том основании
Контактное лицо: Jack Han
Телефон: +86-13061240515
Факс: 86-0532-83115200
Адрес: 110 коммерчески 10, дорога 666 работ, район Huangdao, город Qingdao, провинция Шаньдуна, Китай
Адрес завода:Но.877, бульвар столетия, район Хуандао, город Циндао, Китай